Utvikling av ferritisk varmebestandig stål
Øk Cr-1.25Cr til 12Cr
Legg til V, Nb, Mo, W, Co, etc.
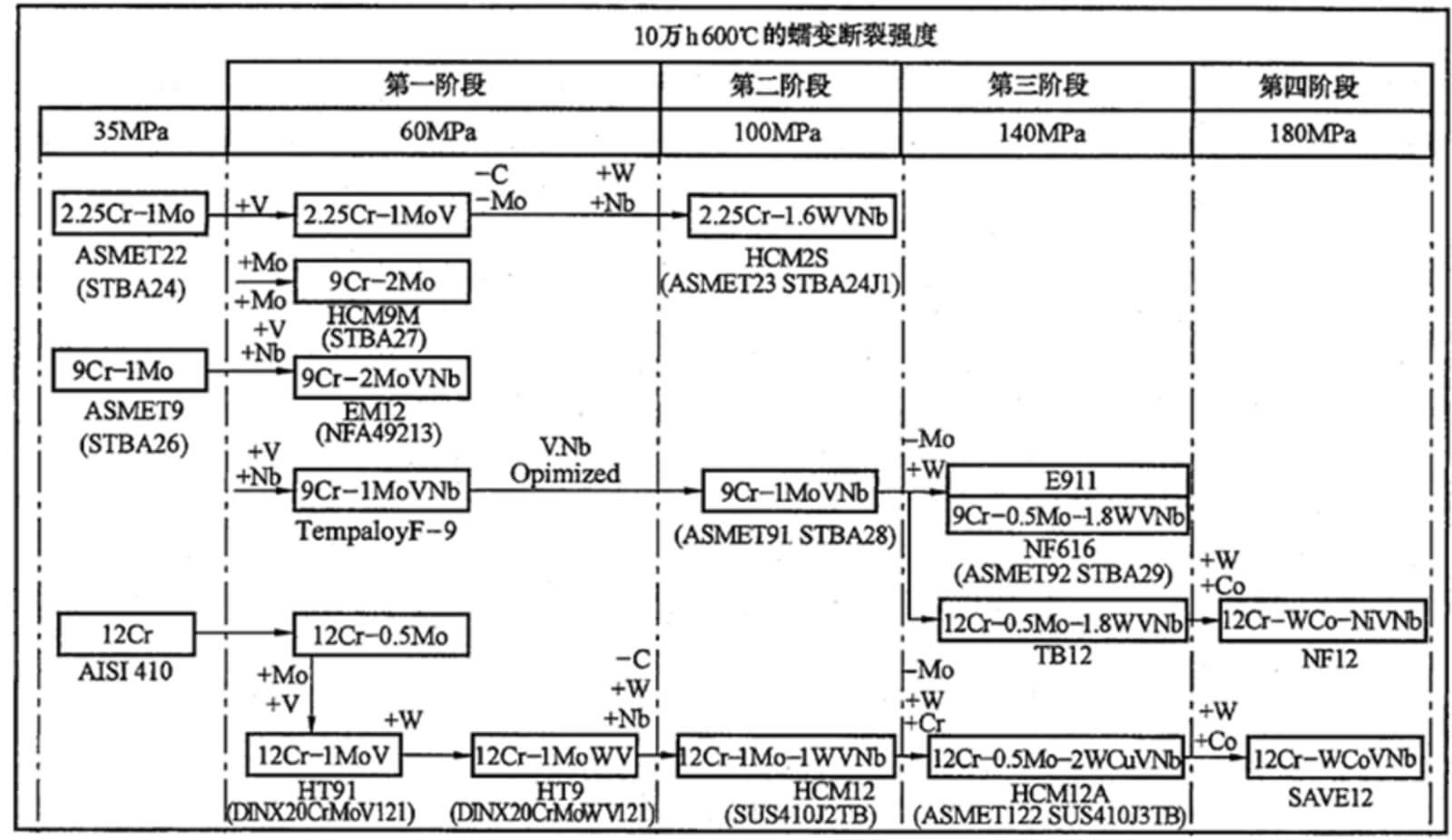
Utviklingstrend av ferritisk varmebestandig stål
Note:
I følge internasjonal praksis blir de såkalte perlitt-, bainitt- og martensittiske varmebestandige stålene i kjele- og rørledningsstål samlet referert til som "ferritiske varmebestandige stål".
Med justeringen av mitt lands energistruktur og optimalisering av strømforsyningskonstruksjonen, har høyeffektive, rene og miljøvennlige enheter med stor kapasitet og høye parametere blitt dominerende. Ved å øke dampparametrene (trykk og temperatur), kan det effektivt forbedre den termiske effektiviteten til enheten, redusere kullforbruket og redusere CO2-utslipp. For tiden er den viktigste måten å forbedre effektiviteten til termiske kraftenheter på å forbedre dampparametere og utvikle superkritiske (SC) og ultra-superkritiske (USC) enheter. For tiden er det mer enn 100 millioner kilowatt ultra-superkritiske (USC) enheter satt i drift i mitt land, rangert først i verden i både mengde og total kapasitet.
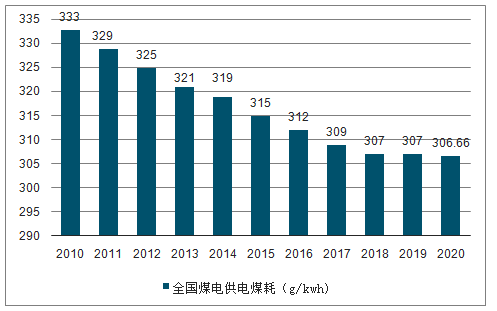
Statistikk og prognose for kullforbruk av kullkraftforsyning i Kina fra 2010 til 2020
2. Hovedprodukter for sveisestang av krommolybden stål
Tabell 2 Ytelsesvisning av representative perlittiske varmebestandige stålelektroder
| Punkt | Hovedingrediens | Varme℃*H | Mekanisk oppførsel | ||||
| Avkastning Mpa | Strekk Mpa | Forlenge % | Sjokk J/℃ | ||||
| GER-107 | 0,5 % Mo | 620*1 | 477 | 570 | 24.0 | 152/0 | - |
| GER-207 | 0,5 % Cr-0,5 % Mo | 690*1 | 490 | 590 | 23.0 | 143/0 | - |
| GER-307 | 1,25% Cr-0,5% Mo | 690*1 | 490 | 590 | 23.0 | 146/0 | - |
| GER-317 | 1,25% Cr-0,5% Mo-V | 730*2 | 541 | 635 | 22.5 | 166/0 | - |
| GER-407 | 2,25%Cr-1%Mo | 690*1 | 586 | 682 | 21.0 | 142/0 | - |
| GER-417 | 2,25% Cr-1% Mo-V | 720*8 | 556 | 657 | 21.0 | 145/-18 | 120/-30 |
| GER-507 | 5% Cr-0,5% Mo | 740*1 | 490 | 605 | 23.0 | 124/0 | - |
Note:
1. Vårt firma har utviklet EXXXX-15, EXXXX-16, EXXXX-18 og andre beleggslaggserier for elektroder av samme kvalitet for å møte ulike markedskrav. Ovenstående viser kun ytelsen til EXXXX-15 elektroder.
3.2 Liste over subkritiske og super (ultra) kritiske ferritiske/martensittiske varmebestandige stålelektroder
| PUNKT | STANDARD | Hovedkarakter |
| GER-707 | AWS A5.5 E8015-B8 GB/T 5118 E6215-9C1M | 9%Cr-1%Mo Karbonstålkjernetråd, hovedlegeringssammensetningen er overført fra belegget, egnet for termiske underkritiske enheter, A213-T9, A335-P9 stålsveising (økonomisk og anvendelig, godt utførelse) |
| GER-91 Kjernetype | AWS A5.5 E9015-B91 GB/T 5118 E6215-9C1MV | 9%Cr-1%Mo-Nb-vn Egnet for termisk kraftkritiske enheter, T/P 91 stålsveising, hovedlegeringssammensetningen overføres fra sveisekjernen, høytemperaturmikrostruktur og ytelsesstabilitet |
| GER-91M stoffets hudkjerne | 9%Cr-1%Mo-Nb-VN Egnet for termisk kraftkritiske enheter, T/P 91 stålsveising, hovedlegeringssammensetningen overføres fra sveisekjernen, høytemperaturmikrostruktur og ytelsesstabilitet | |
| GER-92 Kjernetype | AWS A5.5 E9015-B92 | 9%Cr-0,5%Mo-WV-Nb-N Egnet for superkritiske enheter med termisk kraft, T/P 92 stålsveising, hovedlegeringssammensetningen er overført fra kjernetråden, høytemperaturmikrostruktur og ytelsesstabilitet |
| GER-93 | Vår standard | 9%Cr-3%W-3%Co-Cu-V-Nb-B Den er egnet for sveising av avansert høykritisk G115-stål for termisk kraftproduksjon. Den har god struktur og ytelsesstabilitet ved høy temperatur. Holdbarheten er 1,5 ganger P92-stål, og motstanden mot høytemperatur-dampoksidasjon og korrosjon er bedre enn P92-stål. |
Display for elektrodeytelse
| Punkt | Hovedingrediens | Varme℃*H | Mekanisk oppførsel | |||
| Avkastning Mpa | Strekk Mpa | Forlenge % | Sjokk J | |||
| GER-707 | 9% Cr-1% Mo | 740*1 | 540 | 670 | 24.0 | 119,7 |
| GER-91 | 9%Cr-1%Mo-Nb-VN | 760*2 | 557 | 702 | 21.0 | 96,3 |
| GER-91M | 9%Cr-1%Mo-Nb-VN | 760*2 | 553 | 701 | 22.5 | 81,0 |
| GER-92 | 9% Cr-0,5% Mo-WV-Nb-N | 760*2 | 596 | 706 | 21.5 | 103,0 |
| GER-93 | 9% Cr-3% W-3% Co | 770*4 | 580 | 720 | 20.0 | 77,7 |
Note:
1. GER-91M er beleggovergang, det vil si at sveisekjernen er vanlig karbonstålkjernetråd, og hovedlegeringen er overført ved belegg. Sammenlignet med GER-91 (kjernetrådovergangstype), har den bedre økonomiske fordeler og er vår super Hovedproduktene til sveisestenger for superkritisk termisk kraft.
3. 2015-versjonen av ASME-standarden krever E9015-B91-elektroden Mn+Ni≤1,4 %, og 2017-versjonen krever ≤1,2 % for basismetallet. (2021 siste versjon av ASME fortsetter å bruke 2015 versjonen av ASMEs sammensetningskrav for E9015-B91/B92 elektroder). For å møte markedets etterspørsel har våre E9015-B91 og E9015-B92 sveisestaver utviklet to typer tilsvarende sveisematerialer: Mn+Ni≤1,4% og Mn+Ni≤1,2%. Fordi sistnevnte har større etterspørsel fra markedet, viser ovenstående at 91/92 elektroder er avsatt metall Mn+Ni≤1,2%.
4. Demonstrasjon av prosessevaluering for ultra-superkritiske elektroder
4.1 Prosesskvalifisering av P91/92 sveisede skjøter

6. Fordeler og egenskaper ved våre varmebestandige stålelektroder for krom-molybdenstål
1. Det finnes mange varianter og alle slags
●Sammensetningen varierer fra 0,5%Mo til 9%Cr-3%W-3%Co.
●Brukstemperatur fra 500℃ til 650℃.
●Forskjellige beleggsfarger og beleggstyper (EXXXX-15, EXXXX-16, EXXXX-18) kan påføres ved forskjellige anledninger (generell type, type sterk buekraft for kraftkonstruksjonsrørledninger).
●Det kan oppfylle sveisekravene til de fleste Cr-Mo-stål.
2. God ytelse
Utmerkede mekaniske egenskaper, god høy temperatur ytelse (høy temperatur kryp og høy temperatur aldringsegenskaper).
3. Godt håndverk
Elektroden har utmerket produksjonsevne i alle posisjoner, stabil lysbueforbrenning, god stivhet og blåsekraft, lite sprut, god flyt, vakker sveiseform og enkel slaggfjerning etter sveising.
4. Bransjeledende
Samarbeidet med Suzhou Institute of Thermal Engineering, og bestod gjennomgangen av "T/P 91/92 Localization Appraisal Meeting" i 2015, og samarbeidet med store innenlandske kraftenheter som Shenhua Guohua og General Iron and Steel Research Institute for å utvikle 650°C G115 stål støtte sveise materialer og prosesser, og holdt flere sveise forbruksvarer utveksling møter.
More information send to E-mail: export@welding-honest.com
Innleggstid: 27. desember 2022